

全國客服熱線:
18753477097
18753477097





曲面或異形木模的加工工藝涉及多個關鍵步驟,需結合傳統木工技藝與現代數控技術以確保精度和效率。以下是主要工藝流程及關鍵點:
1. 設計與建模
3D建模:使用CAD(如AutoCAD、Rhino)或專業雕刻軟件(如ArtCAM)構建精確的數字模型,復雜曲面需參數化設計。
逆向工程:對實物原型進行3D掃描(激光/結構光掃描),生成點云數據并轉化為可加工模型。
分模設計:考慮脫模斜度、分型線位置及加工可行性,避免后期無法脫模或刀具干涉。
2. 材料選擇與預處理
木材類型:優選穩定性高的木材(如椴木、楠木、胡桃木)或工程木(高密度纖維板、層壓板),減少變形。
干燥處理:含水率控制在8-12%,通過烘干室或自然干燥避免后續開裂。
坯料準備:根據模型尺寸拼接或切割坯料,預留加工余量(通常單邊3-5mm)。
3. 粗加工(去料成型)
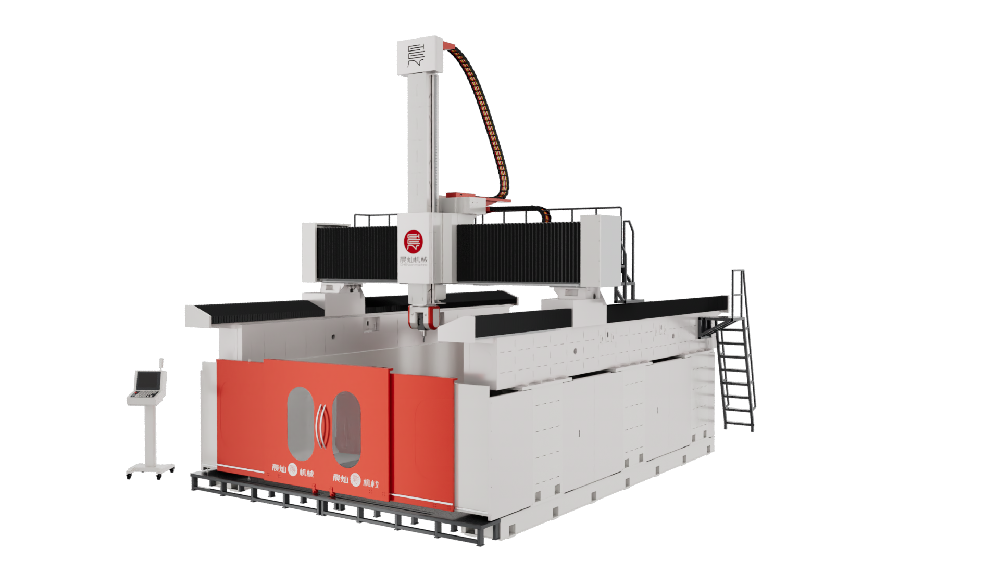
數控銑削(CNC):使用三軸或五軸CNC機床進行大體輪廓加工,球頭刀或平底刀快速去除多余材料。
傳統粗坯:對大型木模可采用帶鋸、鏈鋸等手動工具初步成型,效率高但精度低。
分層加工:復雜結構分多層切削,每層保留精加工余量(約1-2mm)。
4. 精加工(表面細化)
精密銑削:換用小直徑刀具(如φ6mm以下球頭刀)加工細節,五軸機床可避免二次裝夾誤差。
手工修整:使用鑿子、刮刀、木銼等工具修整CNC無法到達的角落或紋理要求高的區域。
砂光處理:從粗砂紙(80-120目)逐步過渡到細砂紙(400目以上),曲面部分使用軟墊砂光機或手工包裹砂紙打磨。
5. 表面處理與強化
填補缺陷:用木屑+膠水或專用膩子填補裂縫、釘眼,干燥后打磨平整。
涂層保護:涂刷環氧樹脂、聚氨酯清漆或木蠟油,增強防潮性;需多層噴涂并間隔打磨。
特殊處理:高溫模具可能需噴涂耐熱涂層或金屬嵌件加固。
6. 質量檢驗與調整
尺寸驗證:使用三坐標測量儀(CMM)或3D掃描對比數字模型,關鍵公差控制在±0.1mm內。
裝配測試:對分體木模進行試裝配,檢查分型面貼合度與脫模順暢性。
修正迭代:通過局部補焊(木粉+膠)或二次加工修正偏差。
7. 復制與批量生產(可選)
翻模技術:用硅膠或玻璃鋼翻制母模,適合小批量復制。
CNC批量加工:同一數字模型多工件排版,優化刀具路徑提高效率。
關鍵工藝要點
刀具選擇:硬質合金刀具適合硬木,高速鋼刀具用于軟木;避免刀痕過深。
切削參數:主軸轉速、進給速度需根據木材硬度調整,防止燒焦或毛刺。
防變形措施:加工中多次翻轉釋放應力,或使用夾具抑制振動變形。
通過以上步驟,可兼顧效率與精度,適用于船舶螺旋槳、雕塑、鑄造模等復雜木模制作。實際生產中需根據具體形狀、批量大小和成本預算靈活選擇工藝組合。
聯系人:曹經理
手 機:18753477097
電 話:18753477097
郵 箱:info@chencancnc.com
公 司:晨燦機械
地 址:濟南市槐蔭區綠地中央廣場B座